
yritys osoite
No. 6668, Section 2, Qingquan Road, Qingbaijiang Dist., Chengdu, Sichuan, Kiina






● Tuoteparametrit
| Malli | TIG-200P ACDC | TIG-250P ACDC | TIG-300P ACDC | TIG-315P ACDC |
| Nimellistulojännite (VAC) | 1P 220 | 3P 380 | ||
| Tehokerroin | 0.8 | 0.8 | 0.9 | 0.9 |
| Nimellissyöttöteho (KVA) | 8.8 | 11.7 | 11 | 13.3 |
| No-load Voltage (V) | 65 | 65 | 77 | 79 |
| Suurin nimellisteho (A/V) | 200/18 | 250/20 | 280/21.2 | 315/22.6 |
| Hitsausvirta-alue (A) | 10-200 | 10-250 | 10-280 | 10-315 |
| Suurin lähtövirta (A) (MMA) | 190 | 240 | 260 | 300 |
| Kaaren käynnistystila | HF, koskematon | |||
| Lähtöominaisuudet | Vakiovirtaominaisuus | |||
| Kotelon suojausluokka | IP21S | |||
| Jäähdytystila | Pakotettu ilmajäähdytys | |||
| Käyttömäärä (%) | 60 | |||
| Kokonaistehokkuus (%) | 70 | 80 | ||
| Eristysluokka(%) | F | |||
| Nettopaino (KG) | 13.75 | 19 | 19.9 | 29 |
| Koneen mitat (MM) | 375*425*225 | 475*235*410 | 475*235*410 | 510*265*470 |
● Argonkaarihitsauslaitteet
Argonkaarihitsauslaitteet sisältävät argonkaarivirtalähteen, ohjausjärjestelmän, hitsauspolttimen, kaasunsyöttöjärjestelmän ja vesijärjestelmän.
Pneumaattiset argonkaarihitsauslaitteet perustuvat edellä mainittuihin laitteisiin, joihin on lisätty langansyöttölaitteen kävelymekanismi.Kun manuaalisessa argonkaarihitsauksessa käytetään pientä DC-virtalähdettä, ohjausjärjestelmä ja vedensyöttöjärjestelmä voidaan jättää pois.
1) Valokaarihitsauksen virtalähde
Manuaaliseen argonvolframikaarihitsaukseen on olemassa kahden tyyppisiä virtalähteitä: AC ja DC.Virtalähteen tyypin ja napaisuuden ero aiheuttaa ilmeisiä eroja prosessissa, ja se valitaan yleensä hitsattavan materiaalin mukaan.
2) Ohjausjärjestelmä
Manuaalisen argonvolframikaarihitsauksen ohjausjärjestelmä sisältää yleensä kaaren käynnistyslaitteen, kaaren stabilointilaitteen, sähkömagneettisen kaasuventtiilin, virtakytkimen, releen suojauksen ja osoitinlaitteen ja muut osat.Sen toimintaa ohjataan hitsauspolttimeen asennetulla pienjännitekytkimellä, eli kunkin järjestelmän toimintatapoja ohjataan ohjauspiirin välireleen, aikareleen ja viivepiirin kautta.
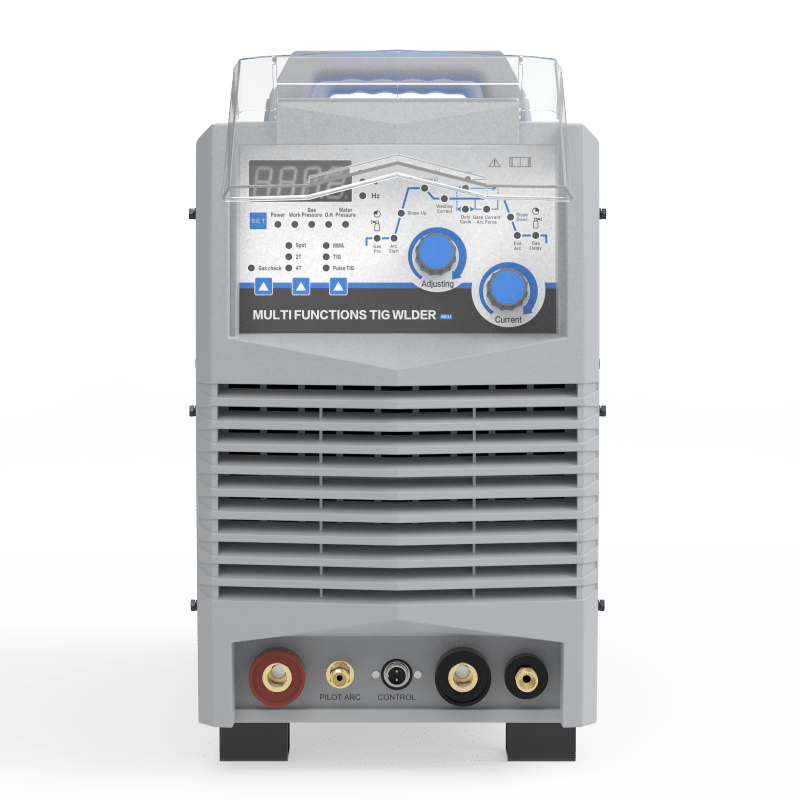
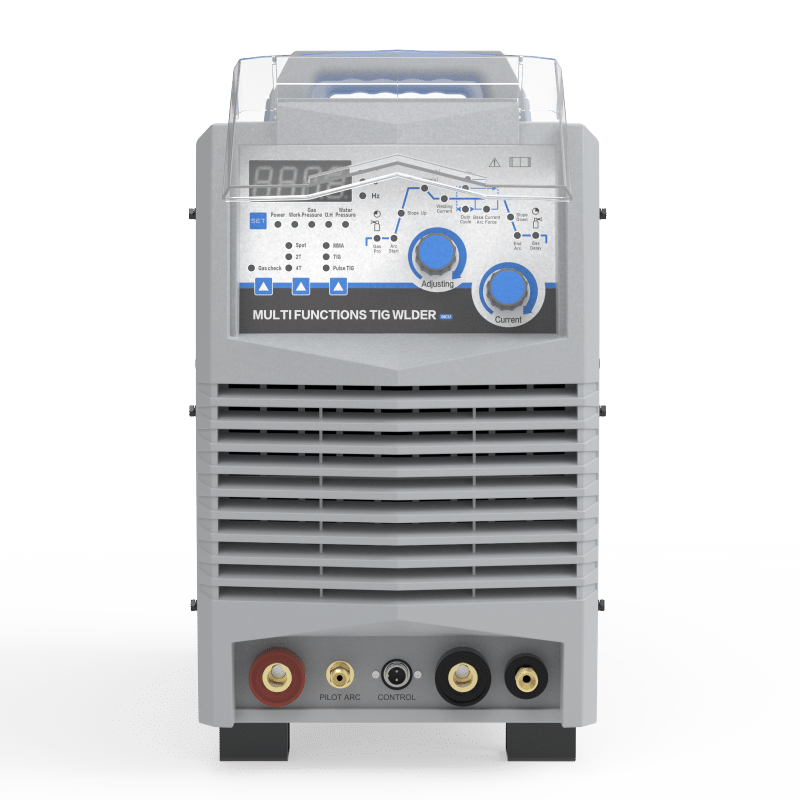
3) Hitsauspoltin
Hitsauspoltinta käytetään pääasiassa elektrodin kiinnittämiseen, hitsausvirran johtamiseen, suojakaasun toimittamiseen ja koko koneen työjärjestelmän ohjaamiseen.Yleisesti käytetty manuaalinen argon-volframikaarihitsauspoltin koostuu pääasiassa polttimen rungosta, suuttimesta, volframitankojen kiinnityslaitteesta, kaapelista, kaasuputkesta, vesiputkesta ja pneumaattisesta kytkimestä.Eri jäähdytysväliaineen mukaan se voidaan jakaa vesijäähdytykseen ja ilmajäähdytykseen.
4) Ilmansyöttöjärjestelmä
Kaasunsyöttöjärjestelmän tehtävänä on lähettää terässylinterissä oleva argonkaasu hitsausalueelle hitsauspolttimen suuttimesta tietyn virtausnopeuden mukaan, mukaan lukien pääasiassa argonkaasusylinteri, paineenalennuslaite, kaasuvirtausmittari ja sähkömagneettinen kaasu venttiili.
5) Vesihuoltojärjestelmä
Vedensyöttöjärjestelmää käytetään pääasiassa hitsauskaapeleiden, hitsauspolttimien ja volframitankojen jäähdyttämiseen.Yleensä vesijäähdytystä ei tarvita, kun hitsausvirta on alle 100A.Vedensyöttöjärjestelmän on oltava esteetön ja sen tulee toimittaa vettä määritellyn paineen mukaisesti.Vedensyöttöjärjestelmässä on usein vedenpainekytkin, jonka tehtävänä on käynnistää hitsauskone, kun vettä on riittävästi;muuten hitsauskonetta ei voida käynnistää.Se on suojalaite hitsauskoneelle, eikä sitä saa oikosulkea haluttaessa käytön aikana, jotta hitsauspoltinta ja kaapelia ei polteta.Vesijärjestelmällä ei ole erityisiä vaatimuksia vesilähteelle, ja vesi voidaan syöttää kiertovesisäiliöstä tai liittää suoraan hanaan.Vesiputket tulee suojata jäätymiseltä talvella.
6) Virranvaimennuslaite
Hitsattaessa ruostumatonta terästä ja nikkelipohjaisia seoksia manuaalisella argonvolframikaarihitsauksella, kaaren päähän syntyy helposti polttimen halkeamia.Nykyinen vaimennuslaite voi voittaa tämän vian.
7) Manuaalinen volframi-argonkaarihitsaus
Manuaalisen argon-volframikaarihitsauskoneen valinta: Manuaalinen argonvolframikaarihitsauskone valitaan pääasiassa eri hitsausmateriaalien mukaan.Eri hitsausmateriaalit vaativat erilaisia kaarihitsauksen teholähteitä, joten myös valittu manuaalinen argonvolframikaarihitsauskone on erilainen.Korkeaseosteiselle teräkselle, ruostumattomalle teräkselle, kuparille, hopealle, titaanille ja muille metalleille ja niiden seoksille voidaan käyttää DC-manuaalista volframi-argonkaarihitsauskonetta;alumiinille, magnesiummetallille ja niiden seoksille voidaan käyttää AC-hitsauslaitteita oksidikalvon poistamiseen hitsin pinnasta.Tai AC ja DC manuaalinen volframi argon kaarihitsaus kone;Manuaalista volframipulssi-argonkaarihitsauskonetta voidaan käyttää myös joihinkin erittäin ohuisiin komponentteihin, materiaaleihin, joilla on korkea lämpöherkkyys ja komponentteihin, joita on vaikea hitsata.

No. 6668, Section 2, Qingquan Road, Qingbaijiang Dist., Chengdu, Sichuan, Kiina
+86 18815073611
+86 13587752681